
Pulsed Laser Deposition (PLD) represents one of the many technologies used for the preparation of compact thin films and nano-structured layers with thicknesses (characteristic dimensions) between nanometer to micrometer units. According to traditional division of deposition technologies, PLD can be included among the PVD group (Physical Vapor Deposition – Physical Vapour Deposition few) techniques, but considering its other special features it may sorted in the group of CVD technology (Chemical Vapour Deposition) as well. The title – Pulsed Laser Deposition – itself reveals that it is a technology with the use of laser radiation combined with the traditional vacuum technology, plasma physics, and analytical techniques for the preparation of layered materials.
Pulsed laser deposition – history, basic principles, PLD equipments
PLD history is closely connected with the history and development of lasers, which begins at the turn of the 50s and 60s. In the mid-60s there were already available sufficiently powerful pulsed lasers, but their use for the ablation of solids and deposition layers consisted only of limited experiment without important scientific attention [1,2]. A significant turning point came in the late 80s, which can be also called as “PLD rediscovery”. This was attributable to successful experiments in the preparation of high temperature superconductors based on YBCO (yttrium, barium and copper oxides), when prepared as the layers exhibited the superconductivity at temperatures above the boiling point of liquid nitrogen. Thanks to the successful deposition of layers with complex stoichiometry and at that time already more accessible experimental infrastructure required to produce a depositional system, the PLD got a wide attention. This is evidenced by a sharp increase in the published results and the constant expansion of the experimental interest on new materials [1-5]. Fig. 1 shows the position of PLD in the history of development of superconducting materials. Sharp increase in the critical temperature of superconductivity above 77 K (boiling point of liquid nitrogen) after 1986 was achieved thanks to the use of PLD [3].
Fig. 1 Hallmarks in the history of superconductors and the role of PLD. Materials synthesized after 1986 (LaSrCuO, YBaCuO, BiSrCaCuO …) were prepared by PLD [3].
The principle of PLD is relatively simple: an intense laser beam interacts with surface of a bulk material (a target) during a time period and subsequent heating of irradiated area causes its evaporation. Expanded vapours reach a substrate surface where condensate and create thin layer of material removed from a target. However, such simple process comprises whole complex of phenomena and achievement of a desired result – thin film of defined properties – requires adjusting and controlling of a wide range of involved conditions (parameters). Each of them has own unique importance and we can divide them for better classification into the following groups [1,6]:
- Laser beam parameters (wavelength, pulse length, pulse energy, fluence, repetition rate, number of pulses).
- Target properties (chemical composition, optical properties, thermo-physical parameters, porosity, grain dimensions).
- Ambient state (vacuum level, presence, chemical composition and pressure of active atmosphere).
- Equipment components arrangement (incident angle between laser beam and target surface, target – substrate distance, relative movement of beam, target and substrate).
- Substrate parameters (chemical composition, crystallography structure and orientation, temperature, pre-deposition preparation).
If we analyze the growth process in time scale, its pulsing (no continuous) nature with low duty cycle (in order of ~1:10-7) is the most distinctive feature. Applied lasers in PLD have typical pulse width in order of ~10-8 s and repetition rate in tens Hz. One “deposition element” (= laser pulse cycle) consist of the four main steps:
- Target heating (absorption of laser irradiation and its conversion to heat energy).
- Target ablation (removing of small fraction of material from the target surface).
- Expanding of plasma plume (transport of material from the target to a substrate).
- Film growth (deposition of transported material onto the substrate surface).
Each of above mentioned step is characterized by its own temperature. The temperatures reach different levels in dependence on deposition parameters but they vary in characteristic orders. It should be noted that the energy distribution of the laser induced plasma plume deviate from local thermal equilibrium; it cannot be described by the Maxwell-Boltzmann equation and therefore cannot be described by a single temperature. Typical plasma (ion and electron) temperatures measured by emission spectroscopy in interaction area during the initial expansion are ~ 10.000 K, well above the boiling points of most materials [1,6,7]. Heat input is localised in constrained area of the target with its negligible accumulation without rising of its initial room temperature. This effect is used in ablation of frozen targets (MAPLE – Matrix Assisted Pulsed Laser Evaporation) composed from volatile constituent. In most cases, the focused beam is scanned on the substrate surface for improving homogeneity of its ablation and therefore eventual heat concentration is even suppressed.
Fig, 2 shows a plasma plume during PLD. The target is composed of Zinc oxide and applied laser (Quanta Ray at 355 nm) pulsed at a repetition frequency of 10 Hz and pulse length was approximately 10 ns. The picture was taken with exposition of 1/13 s, therefore all four above mentioned steps are overlaid. However, the picture provide proper illustration about typical dimensions of the experimental device and the expanding plasma plume.
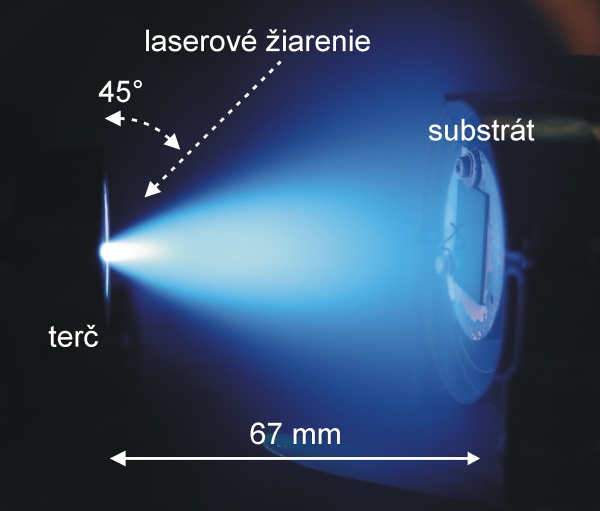
Fig. 2 The deposition pulse of ZnO. Laser: Nd:YAG at THG (355 nm), ~ 10 ns, 10 Hz, 2.8 J.cm-2; target: sintered ZnO, room temperature; atmosphere: O2, 5 Pa; substrate: Si <100>.
Fig. 3 represents a basic scheme of PLD. The main, and in minimal version inevitable parts include: pulsing laser, deposition (vacuum) chamber, optical system, target(s) holder system, substrate holder.
Fig. 3 The main parts of PLD equipment: 1 – vacuum chamber, 2 – pulsed laser beam, 3 – focusing lens, 4 – input window, 5 – (rotating) target, 6 – plasma plume, 7 – substrate holder, 8 – heating (cooling) system of the substrate holder, 9 – vacuum output, 10 – buffer gas input
Pulsing laser – The PLD nature demands some special features for lasers used in laser ablation. As the most important is considered short pulse period for rapid heating of target surface and subsequent evaporation and ionization without evolving (minimal content) of liquid phase of irradiated material. Such cycle should not exceed microsecond period. Lasers used in PLD work typically with pulse length around 10-9 – 10-8 s. Pico-second (eventually femto-second) lasers efficiently contributes to shortening of the interaction time which results in more favourable ablation process and suppressing of liquid phase evolving. On the other hand, application of this group of lasers produce much smaller amount of ablated and deposited material which leads to very long deposition times. Surface heating of the target is another very important parameter and it depends on laser the wavelength. Generally, application of infrared lasers causes subsurface heating and results in micro-explosions with undesired amount of solid or liquid droplets in plasma plume. UV-lasers exhibit heating zone closer to surface and substantial suppressing of droplets contamination. Excimer lasers are the most widespread lasers in PLD. They emits in UV region and wavelength output depends on used gases combination, where KrF (at 248 nm) and ArF (at 193 nm) represents two main “workhorses” in this area. Another frequently used alternative is application of solid state Nd:YAG lasers at third (355 nm) or fourth (266 nm) harmonic generation. Typical laser pulse energy in PLD is in region tens to hundreds mJ.
Deposition vacuum chamber – along with typical elements for standard vacuum equipments, PLD chamber include some additional specific parts. First of all, input window for laser beam. It should have sufficient dimensions and minimal absorption at the laser wavelength. High quality fused silica glass is standard optical material, but in case of lasers with short UV emission special optical parts of CaF2 or MgF2 are inevitable. The input window should be placed at sufficient distance from target for elimination of undesirable contamination of ablated material. The focusing lens is usually placed out of chamber.
Target holder, or system for targets handling is an integral part and it permits proper position of ablated material (target) in relation of laser beam and substrate. Moreover it usually rotates or periodically moves for even erosion of ablated surface. Typical target holder system contains more than one target and they can be changed without opening chamber and interrupting of vacuum process.
Substrate holder system is a complex part and it holds the substrate at the defined position and controls desired deposition temperature. Additional function is holder movement for increasing thickness homogeneity of deposited film.
PLD systems includes more additional parts which improves technological capabilities of this method. For example:
- Deposition in active atmospheres
- Combinatorial PLD for plasma modification (RF generators, secondary laser beam)
- Droplets elimination systems
- In-situ analytical techniques which monitors process conditions, eventually properties of deposited sample
PLD is considered as an versatile deposition method for thin film preparing with wide range of physical properties (dielectrics, semiconductors, superconductors, optical materials, tribological layers, dielectric or diffusion barriers) and almost any chemical composition (materials of high purity, chemical compounds, doped materials of wide concentration of doped elements). PLD permits deposition of homogeneous monolayers or intricately designed multilayers during one deposition (without vacuum termination).
Typical deposited thicknesses varies from nanometers to micrometers. Along with homogeneous layers PLD is suitable for preparing some complex nano-patterned structures in form of nanowires or porous materials with high ratio surface / volume.
PLD haven not recorded important impact in industrial sphere, however in laboratory research holds important position, which is supported by amount of published and cited scientific papers and wide impact in scope of applied domains, and physical and chemical variability of deposited samples. This fact stems from its relatively easy principle and universal nature regarding to applied materials and wide range of processing parameters [1,5,8].
Currently PLD represents mature and widespread deposition technology in basic laboratory research. In case of industrial use, there are obvious its important restrictions. First of all, it must be mentioned considerable difficulty in homogenous deposition of large surfaces and layers contamination by droplets ejected from target. On the other hand, it is preferred in basic research of new materials and investigation of new technologies. Here is important it’s the most favourable property – easy adaptation of deposition equipment and variability of applied deposition parameters.
References
[1] D.B. Chrisey, G.K. Hubler: Pulsed laser deposition of Thin Film, Wiley, New York, (1994).
[2] T Venkatesan: J. Phys. D: Appl. Phys. 47 (2014) 034001.
[3] R. Eason (ed.): Pulsed laser deposition of thin films, Wiley, (2007).
[4] D. Dijkkamp, T. Venkatesan, X. D. Wu, S. A. Shareen, N. Jiswari, Y. H. Min-Lee, W. L. McLean, and M. Croft, Appl. Phys. Lett. 51, 619 (1987).
[5] M. Lorenz: J. Phys. D: Appl. Phys. 47 (2014) 030301.
[6] J.C. Miller, R.F. Haglund: Laser ablation and desorption, AP Press, New York (1997)
[7] P.R. Willmot, J.R. Huber, Rev. Mod. Phys. 72 (2000) 315-328.
[8] J.A. Greer: J. Phys. D: Appl. Phys. 47 (2014) 034005.
Ďalšie informácie o PLD:
Journal of Physics D: Applied Physics: Special issue on 25 years of pulsed laser deposition
Volume 47, Number 3, 22 January 2014 (http://iopscience.iop.org/issue/0022-3727/47/3)

|
|
|
|

|